
Hydraulic pilot control valves play a pivotal role in modern hydraulic systems by regulating fluid flow and ensuring operational safety. These valves provide one-way flow and prevent reverse flow unless pilot pressure is applied. Industries such as automotive and aerospace increasingly adopt them due to their efficiency in high-pressure environments. The integration of advanced materials and technologies has further enhanced their performance. For instance, in systems like the excavator pilot control valve handle series, these hydraulic pilot control valves ensure precise control and reliability. Additionally, the rising demand for hydraulic pilot control joystick solutions in industrial sectors underscores their importance in maintaining system stability.
Key Takeaways
- Hydraulic pilot valves let fluid move one way only. This stops backflow and keeps the system safe.
- Taking care of these valves often is important. It helps them work well and stay safe for a long time.
- These valves make systems work better by controlling fluid flow exactly. This saves a lot of energy in factories.
How does a hydraulic pilot control valve work?

Default state and one-way flow
A hydraulic pilot control valve operates in a default state that allows fluid to flow in only one direction. This one-way flow is achieved through a spring-loaded mechanism that keeps the valve closed unless specific pressure conditions are met. The spring exerts force on the valve’s internal poppet, preventing reverse flow under normal conditions. When fluid pressure at the inlet exceeds the spring force, the valve opens, enabling fluid to pass through.
The table below illustrates how the default state and one-way flow function under various operating conditions:
| Evidence Description | Explanation |
|---|---|
| Basic check valve allows fluid to flow in one direction, in this case from bottom to top. | This illustrates the one-way flow function of the valve, confirming its default state of preventing reverse flow unless certain conditions are met. |
| The spring keeps fluid from flowing unless downstream pressure acting on the poppet overcomes spring force. | This highlights the mechanism that maintains the default state of the valve, ensuring it only opens under specific pressure conditions. |
Additionally:
- Backpressure at the inlet directly opposes pilot pressure, increasing the pressure required to open the valve.
- Erratic actuator movement may occur if backpressure is flow-related, emphasizing the need for precise operating conditions.
- The effective pilot ratio remains less than the area ratio, requiring careful management of pilot pressure for proper valve operation.
Role of pilot pressure in opening the valve
Pilot pressure plays a critical role in activating the hydraulic pilot control valve. When applied, it counteracts the spring force, allowing the valve to open and fluid to flow in the reverse direction if needed. This feature is particularly useful in systems requiring controlled bidirectional flow, such as load-holding applications.
Experimental data highlights the influence of pilot pressure on valve performance. For instance:
| Evidence Description | Findings |
|---|---|
| Performance of pilot operated PRVs under variable demand conditions | Pilot pressure influences the operation of valves, affecting pressure regulation and response to flow changes. |
| Field application comparison between pilot operated PRV and GVS | GVS shows reduced pressure peaks and maintains a regulated pressure closer to the target compared to pilot operated PRV. |
| Evaluation of pressure-control effectiveness | The study compares the performance of different automatic control valves, highlighting the role of pilot pressure in maintaining controlled pressure. |
These findings demonstrate how pilot pressure ensures the valve responds effectively to varying system demands, enhancing its operational efficiency.
Mechanism for preventing backflow
The hydraulic pilot control valve incorporates a robust mechanism to prevent backflow. This mechanism relies on the spring-loaded poppet, which closes the valve when fluid pressure drops below the spring force. By doing so, it ensures that fluid cannot flow in the reverse direction, maintaining system stability and preventing potential damage to components.
Technical documentation validates this mechanism. A hydraulic check valve functions as a one-way valve, opening only when fluid pressure surpasses the spring force. When the pressure falls below this threshold, the spring force closes the valve, effectively blocking reverse flow. This design ensures reliable operation even under fluctuating pressure conditions, making it indispensable in safety-critical hydraulic systems.
Benefits of hydraulic pilot control valves
Preventing backflow and ensuring safety
Hydraulic pilot control valves play a crucial role in preventing backflow, which is essential for maintaining the safety of hydraulic systems. By utilizing a spring-loaded poppet mechanism, these valves ensure that fluid flows only in the intended direction. This design minimizes the risk of reverse flow, which could otherwise lead to system malfunctions or damage to sensitive components. In safety-critical applications, such as aerospace or industrial machinery, this feature becomes indispensable.
The ability of these valves to block reverse flow also protects operators and equipment from potential hazards. For instance, in load-holding systems, the valve prevents unintended movement of actuators, ensuring that loads remain securely in place. This level of safety is vital in environments where precision and reliability are non-negotiable.
Tip: Regular maintenance of hydraulic pilot control valves can further enhance their ability to prevent backflow, ensuring long-term system safety.
Maintaining system stability under load
Hydraulic pilot control valves contribute significantly to maintaining system stability, especially under dynamic load conditions. Their ability to regulate fluid flow with precision ensures that hydraulic systems remain balanced, even when subjected to varying pressures or forces. This stability is critical in applications like construction equipment, where uneven loads can compromise performance.
Performance metrics highlight the effectiveness of these valves in stabilizing systems. For example:
| Evidence Type | Description |
|---|---|
| Pilot Ratios | Higher control ratios enhance response times, improving load stability. |
| Response Times | Studies show dead times as low as 1.4 seconds, indicating rapid responses. |
| Real-World Application | Case studies by NASA and FAA demonstrate improved stability in critical environments. |
These findings underscore the importance of hydraulic pilot control valves in ensuring consistent performance under load. Their rapid response capabilities and adaptability make them a preferred choice for industries requiring high levels of precision and reliability.
Enhancing operational efficiency and control
Hydraulic pilot control valves also excel in enhancing the efficiency and control of hydraulic systems. By allowing precise regulation of fluid flow, they reduce energy consumption and improve overall system performance. This efficiency is particularly evident in modern industrial and construction applications.
Comparative analyses reveal the significant energy savings achieved through the use of these valves:
- The integration of three motor-controlled cylinders (MCCs) in an industrial pipe-racking crane reduced energy consumption by 83.4% compared to traditional valve-controlled systems.
- Excavators equipped with six MCCs achieved a 47.8% energy savings compared to those using valve-controlled cylinders.
These examples highlight how hydraulic pilot control valves contribute to sustainable and cost-effective operations. Their ability to provide precise control also enhances the user experience, enabling operators to perform tasks with greater accuracy and confidence.
Note: The adoption of advanced materials and technologies in hydraulic pilot control valves further boosts their efficiency, making them a valuable asset in modern hydraulic systems.
Applications of hydraulic pilot control valves

Use in construction equipment for load holding
Hydraulic pilot control valves are indispensable in construction equipment, particularly for load-holding applications. These valves ensure stability by maintaining consistent pilot pressure, which prevents overrunning load conditions. Their ability to regulate fluid flow with precision makes them essential for heavy machinery like cranes and excavators.
Key performance features include:
- Balanced load-control valves stabilize load-holding by maintaining fixed pilot pressure.
- Orifice dividers effectively manage pilot pressure, reducing instability risks.
- Federated Crane applications demonstrate the need for precise control resolution in load-holding circuits.
These capabilities enhance safety and operational efficiency, ensuring that construction equipment performs reliably under varying load conditions.
Applications in manufacturing and industrial systems
In manufacturing and industrial systems, hydraulic pilot control valves play a pivotal role in automation and energy efficiency. They enable precise control of fluid flow, which is critical for maintaining consistent performance in automated processes. Industries increasingly adopt these valves to meet growing energy demands and improve productivity.
The market for hydraulic pilot control valves reflects their widespread adoption:
| Metric | Value |
|---|---|
| Market Size in 2024 | USD 7.5 Billion |
| Forecast Market Size by 2033 | USD 10.3 Billion |
| CAGR from 2026 to 2033 | 4.4% |
| Expected CAGR for Industrial Automation | 9.3% through 2025 |
| Projected Increase in Global Energy Consumption | 28% from 2020 to 2040 |
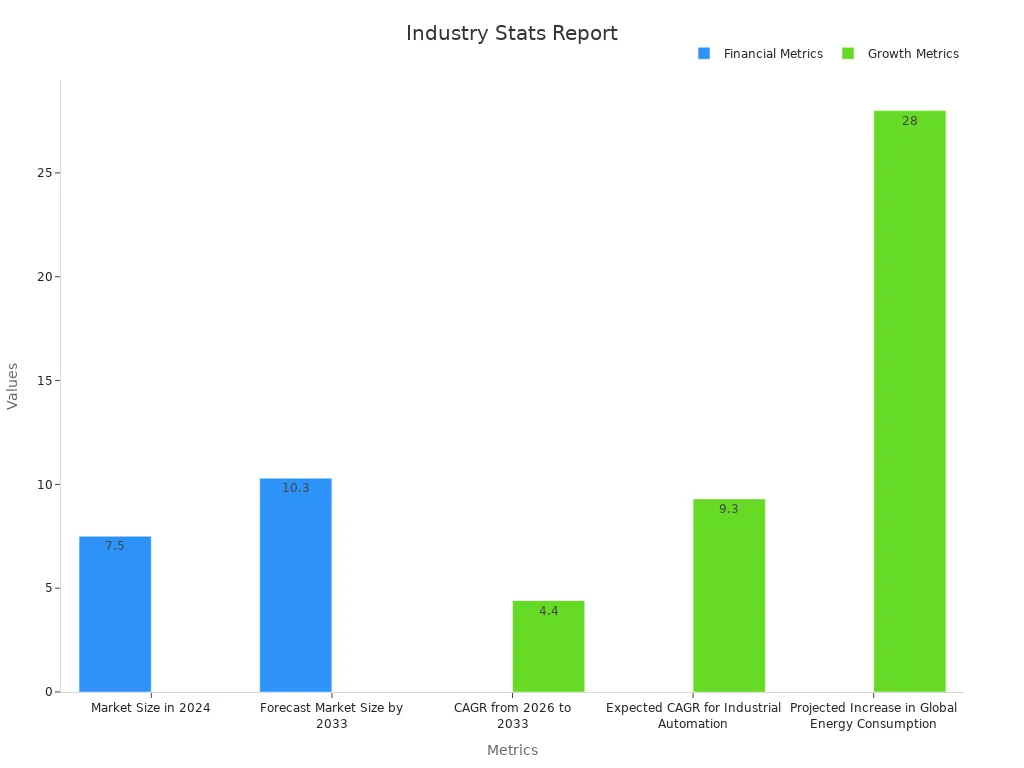
These figures highlight the growing reliance on hydraulic pilot control valves in industrial automation, driven by their ability to enhance efficiency and reduce energy consumption.
Role in safety-critical hydraulic systems
Safety-critical hydraulic systems rely heavily on hydraulic pilot control valves to ensure reliability and compliance with stringent safety standards. These valves incorporate advanced safety features that prevent excessive pressure build-up and maintain functionality during power loss.
Notable safety performance metrics include:
- Bosch Rexroth DBW valves reset automatically after power loss, ensuring continued operation.
- Type examination testing validates their reliability under strict safety and performance standards.
- Compliance with the Pressure Equipment Directive (PED) guarantees adherence to essential safety requirements.
These features make hydraulic pilot control valves a trusted choice for applications where safety cannot be compromised, such as aerospace, medical equipment, and high-risk industrial environments.
Hydraulic pilot control valves ensure fluid flows in the desired direction while blocking reverse flow. Their role in maintaining system stability, enhancing safety, and improving efficiency makes them essential across industries. Understanding their mechanisms and applications highlights their importance in modern hydraulic systems, where precision and reliability are critical.
Key Takeaway: These valves are indispensable for achieving safety and efficiency in hydraulic operations.
FAQ
What is the difference between a hydraulic pilot check valve and a standard check valve?
A hydraulic pilot check valve allows reverse flow when pilot pressure is applied. A standard check valve only permits one-way flow without external control.
How often should hydraulic pilot control valves be maintained?
Routine maintenance should occur every six months. Inspect for wear, debris, and proper functionality to ensure optimal performance and system safety.
Can hydraulic pilot control valves handle high-pressure systems?
Yes, these valves are designed for high-pressure environments. Their robust construction ensures reliable operation under demanding conditions.
Post time: May-24-2025